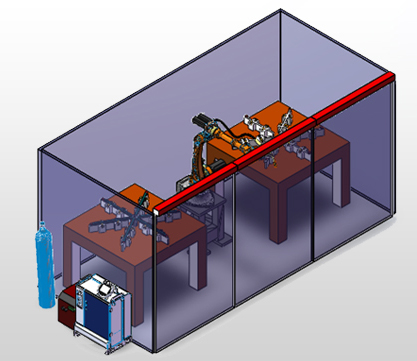
系统描述:
1、单机器人双工位的焊房单元,人工上下料。借助定位装置和气动夹紧方式对产品实现定位后再实施机器人焊接。机器人兼顾左右双工位。机器人对工位一焊接时,自动门1关闭,自动门2打开,工位二进行人工上下料,反之亦然。
2、对于需要机器人焊接的区域,规划出实际的焊接顺序,既要考虑如何控制焊接的变形(如:对称焊接可以减小变形),又要考虑尽量减少机器人的行走和变换位姿的时间。
系统特性:
1、系统安全、稳定;
2、焊接牢固、焊缝美观,质量稳定性高;
3、工件上料夹紧定位方便、准确;
4、能适应尺寸规格相近的产品(夹具能适应一定范围内多种规格的工件加工),夹具调整简单、方便。